



’арактеристики материалов
Ќа железнодорожном транспорте, в автомобильной промышленности и в других отрасл€х народного хоз€йства нашли широкое применение резинотехнические или пласт≠массовые издели€, имеющие, как правило, сложную геометрическую форму. Ёти издели€ изготавливаютс€ в закрытых тепловых камерах, в которых под высоким давлением и при заданном температурном режиме заготовки изделий выдерживаютс€ строго определЄнное врем€. ћатериал заготовки хоть и обладает конечными упругими характеристиками, но на≠ходитс€ в состо€нии близкому к пластическому. ¬ течении времени нахождени€ в тепло≠вой камере в результате химических реакций материал приобретает такие упругие свойства, которые делают его работоспособным. Ётот процесс перехода пластических свойств в упругие называют вулканизацией. ѕроизводство изделий требует точного знани€ времени пребывани€ заготовки издели€ в тепловой камере, в течении которого изделие прогреваетс€ до той температуры, при которой произойдЄт вулканизаци€. “ак как материал изделий имеет низкую теплопроводность, врем€ вулканизации в зависимости от толщины издели€ может измен€тс€ от нескольких минут до нескольких часов. Ќа рис.1 представлены некоторые геометрические формы изделий, примен€ющихс€ в народном хоз€йстве.
ƒл€ определени€ времени вулканизации необходимо определить температурное поле изделий при заданных граничных услови€х на внутренней и наружной поверхност€х издели€ (рис.2).
“аким образом задача сводитс€ к решению уравнени€ теплопроводности при граничных услови€х 1-го рода.  (1)
(1)
где t Ц температура в точке с координатами x и у в момент времени t;
а Ц температуропроводность
Ёкзотермический эффект вулканизации в данном случае не учитываетс€, поскольку повышение при этом интенсивности нагрева компенсируетс€ понижением коэффициента теплопроводности, а соответственно и температуропроводности, при повышении температуры нагрева издели€ от начальной до температуры вулканизации.
ќбычно такие задачи решаютс€ численными методами. —ложность решени€ задачи заключаетс€ в описании геометрической поверхности. ¬ прин€той практике дл€ упрощени€ описани€ сложной геометрической поверхности издели€ используетс€ метод приведенной пластины, который позвол€ет свести задачу к расчЄту температурного пол€ пластины эквивалентной толщины.
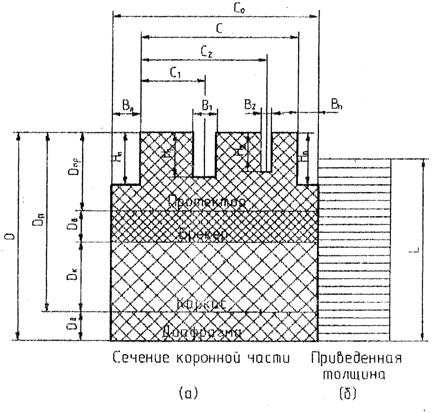
–ис.3 Ц ѕриведение к эквивалентной пластине
ѕриведение осуществл€етс€ по зависимости:
L=D-H exp[-092(C/D)1,85] (2)
√де D Цтолщина коронной части покрышки вместе с диафрагмой;
H Ц высота шашки по центру покрышки;
L Ц приведенна€ толщина;
C Цнаибольша€ ширина шашки в еЄ средней части
¬рем€ нагрева издели€ длитс€ до того момента, при котором сама€ минимальна€ температура по толщине пластины достигнет определЄнного значени€ (температуры вулканизации = 140 —).
— целью получени€ более точного решени€ задачи применЄн метод конечных элементов, который позвол€ет более точно описать геометрию модели и выполнить расчЄт без каких либо упрощений.
¬ыполн€емые предварительные расчЄты температурных полей изделий методом приведенной пластины и ћ Ё позволил установить, что врем€ вулканизации на 10 Ц 15% меньше, чем при расчЄте методом приведенной пластины, т.е. на 10 Ц 15% экономитс€ количество тепла, необходимое дл€ подачи в тепловую камеру. ≈сли учесть, что издели€ производ€тс€ массово, то экономи€ тепла составл€ет значительную величину.
Ќа рис.4 приведЄн профиль издели€ состо€щий из 4-х разнородных материалов. ‘изическими характеристики материалов, приведенными в таблице 1.