



Оборудование эффективно применяемое на автоматических линиях
случаев оправдано. Толкающие шаговые транспортеры самые простые. В них толкатель (обычно гидро или пневмоцилиндра) непосредственно воздействует на последнюю из вплотную расположенных деталей; в результате вся колонна деталей при ходе толкателя движется одновременно. Цепные транспортеры широко применяют как средство непрерывного транспорта; в качестве шаговых их применяют лишь в единичных случаях. Базирование деталей, перемещаемых звеньями цепи, на позициях почти неосуществимо. Можно только шаг перемещения сделать больше расстояния между позициями и предусмотреть на позициях автоматической линии выдвижные упоры. При этом свободно лежащие на звеньях детали всегда будут досланы до упора.
Агрегаты для накопления и выдачи заготовок. В местах деления автоматической Линии на участки, как указывалось выше, целесообразно располагать промежуточные запасы заготовок, с тем чтобы питать последующие участки линии при остановке предыдущих. Накопление запасов заготовок должно происходить в специальных агрегатах, которые принимают полуфабрикаты от предыдущего участка линии и передают их последующему (при нормальной работе), либо принимают от предыдущего и накапливают (при простоте последующего участка), или, наконец, питают последующий участок за счет своих накоплений (при остановке предыдущего участка). На автоматических линиях бункерного типа при обработке мелких детален эти функции выполняют бункерные загрузочные устройства, а при обработке крупных деталей, которые не могут поместится в бункере, промежуточные магазины транзитного или складского типа.
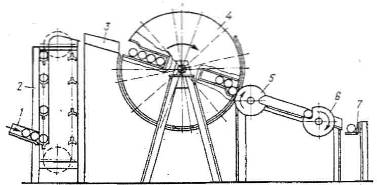
Транзитный магазин (1 – собачка, 2 – эскалатор, 3 – промежуточный лоток, 4 – гнездо барабана, 5,6 – поштучная выдача, 7 - поперечный транспортер)
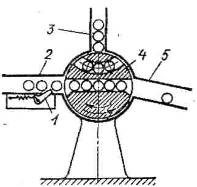
Промежуточный магазин (1 – собачка, 2 – приемный лоток, 3 – шахта магазина, 4 – переключатель, 5 – выдающий лоток)
Показан шахтный магазин транзитного типа. Детали, поступающие по приемному лотку 1, эскалатором 2 подаются к змеевидному лотку 3 и под действием силы тяжести спускаются к транспортеру 4. Детали выдаются по одной рычажным отсекателем 5. Обычно лоток 3 заполнен лишь частично, и при остановке последующего участка линии запас деталей в магазине увеличивается в результате заполнения этого лотка. При остановке же предыдущего участка последующий продолжает получать заготовки за счет запаса, имеющегося в магазине.
Приведен другой тип транзитного магазина. Детали через приемный лоток 1, эскалатор 2 и промежуточный лоток 3 попадают в гнездо барабана 4, который, поворачиваясь, передает их через механизм поштучной выдачи 5-6 на поперечный транспортер 7 для дальнейшей передачи. В случае заполнения гнезд барабана 4 предыдущий участок линии автоматически отключается.
Показан промежуточный магазин складского типа. Детали через приемный лоток 2 могут, в зависимости от положения переключателя 4У либо подаваться на дальнейшую обработку либо при повороте переключателя на некоторый угол против часовой стрелки накапливаться в шахте 3 магазина. Собачка 1 в этом случае удерживает детали в магазине. При работе на расходование запаса, при повороте переключателя по часовой стрелке, детали из магазина поступают под действием силы тяжести в выдающий лоток 5. Загрузочные устройства. Автоматизация процессов установки, фиксации и зажима деталей на автоматической линии осуществляется различными методами. При едином транспортном устройстве, когда базовыми поверхностями или с помощью плит-спутников скользят в направляющих транспортера.
Имеют своим назначением привести заготовки, находящиеся в бункере, в определенное ориентированное положение и выдать их в магазин. С бункерным устройством работают питатели, подающие заготовки из магазина в зажимной орган станка.
Показана схема магазинного загрузочного устройства. В магазин 1 заготовки загружаются вручную и питателем 4 подаются в рабочую зону 5. Эксцентрик 2 и пружина 3 сообщают питателю возвратно-поступательное движение, причем подача заготовки в рабочую зону осуществляется пружиной, а отвод питателя вправо — эксцентриком.