



Оборудование эффективно применяемое на автоматических линиях
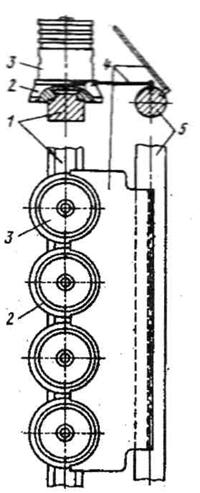
Шаговый штанговый транспортер с флажками (1 – направляющая, 2 – плита с поршнем, 3 – штанга с флажками, 4 – фасонные козырьки флажки, 5 – движущаяся штанга)
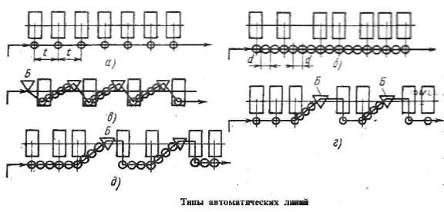
3. Автоматические линии с приемникам и накопителями. В этом случае линия делится на отдельные участки, между которыми размещаются промежуточные накопители запасов полуфабрикатов Б (бункерно-прямоточные и бункерно-поточные линии,). При таком варианте временная потеря работоспособности какого-либо участка не приводит к остановке всей линии. Задача при проектировании линии в этом случае сводится к выбору места установки и количества бункеров.
Транспортные устройства. Выбор системы транспортирования является одним из наиболее существенных вопросов компоновки автоматических линий Транспортные устройства перемещают заготовки с одной рабочей позиции на другую, изменяя их ориентацию (в поворотных устройствах), убирают стружку и т. д.
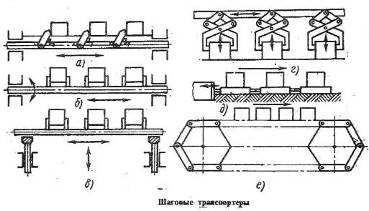
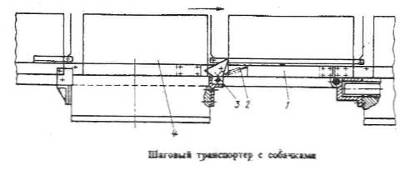
Основными видами транспорта автоматических линий являются шаговые транспортеры, подъемники, распределительные транспортеры, манипуляторы, поворотные устройства, транспортеры для уборки стружки и пр. Шаговые транспортеры бывают с собачками, с флажками, грейферные, сейнерные, толкающие и цепные. Шаговые транспортеры с собачками получили наибольшее распространение. При работе они совершают периодическое возвратно-поступательное движение. Конструкция такого транспортера представлена. На штанге 1, проходящей через весь сблокированный участок автоматической линии, шарнирно закреплены собачки 3, которые под действием пружины 2 (или противовесов), стремятся подняться над уровнем штанги. В момент возврата транспортера зафиксированные на позициях детали 4 собачки. Пройдя под деталями, собачки вновь поднимаются и готовы для захвата очередной детали при движении транспортера вперед. Преимущество транспортера с собачками — простота движения и соответствующая ей простота привода от гидро или пневмоцилиндра. Шаговые штанговые транспортеры с флажками применяются, например, на механическом участке автоматического завода поршней. Приспособления-спутники с установленными на них- поршнями перемещаются по направляющему рельсу 1 возвратно-поступательно движущейся штангой 5 круглого сечения, на которой секциями закреплены фасонные козырьки-флажки 4. В исходном положении круглой штанги флажки приподняты. Для перемещения поршней 3 штанга вместе с флажками поворачивается на 45 в сторону рельса 1. Каждый вырез флажка охватывает одну плитку 2 с установленным на ней поршнем. При движении штанги вперед перемещаются в том же направлении одновременно четыре поршня на одну позицию по всей линии. После этого штанга поворачивается в первоначальное положение и возвращается обратно.
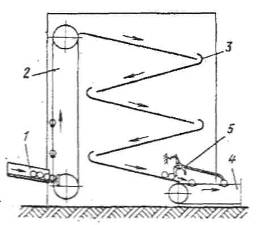
Шахматный магазин транзитного типа (1 – приемный лоток, 2 – эскалатор, 3 – змеевидный лоток, 4 – транспортер, 5 – рычяжной отсекатель)
Обрабатываемые детали перемещаются жесткими (не поворачивающимися) флажками. Конструктивно такие транспортеры обычно сложны и применяются только в тех случаях, когда подход к захватываемым деталям может быть лишь с определенной стороны, причем посадка транспортируемых деталей на позициях такова, что для перемещения их с одной позиции на другую транспортер должен, поднять деталь вверх.
Сейнерные шаговые транспортеры представляют собой усложненный вид грейферных. Устройство их такое же. Детали перемещаются не флажками, а закрепленными на штангах захватами, которые обычно расположены сверху. Эти транспортеры требуют сложных надстроек над линиями. Однако для некоторых автоматических линий, например, для обработки валов, применение сейнерных транспортеров в ряде