



Шпоночные соединения
Соединения двух соосных цилиндрических деталей для передачи вращения между ними осуществляется с помощью шпонки 1 (в соответстивии с рисунком 17, а), специальной детали, закладываемой в пазы соединяемых вала 2 и ступицы 3.
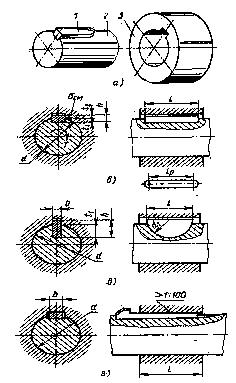
Рисунок 17 – Шпоночные соединения
В машиностроении применяют ненапряженные (без нагрузки) соединения (с помощью призматических и сегментных шпонок (в соответстивии с рисунком 17, б и в), и напряженные соединения (с помощью клиновых шпонок (в соответстивии с рисунком 17, г)). Шпонки этих типов стандартизованы, их размеры выбирают по ГОСТ 23360-78, ГОСТ 24071-80 и ГОСТ 24068-80.
Основные достоинства соединений состоят в простоте конструкции и возможности жесткой фиксации насаживаемой детали в окружном направлении.
Однако соединения трудоемки в изготовлении, требуют ручной пригонки или подбора. Это ограничивает использование соединений в машинах крупносерийного и массового производства. Не рекомендуется применение соединений для быстровращающихся валов ответственного назначения из-за сложности обеспечения концентричной посадки сопрягаемых деталей.
Шпоночные соединения применяют преимущественно в тех случаях, когда посадку с натягом не удается реализовать по условиям прочности или технологическим возможностям.
Соединения призматическими шпонками
. Применяются в конструкциях наиболее широко, так как просты в изготовлении и имеют сравнительно небольшую глубину врезания в вал.
Шпонки имеют прямоугольное сечение с отношением высоты к ширине от 1 (для валов диаметром до 22 мм) до 0,5 (для валов больших диаметров). Их устанавливают с натягом в пазы валов. Рабочими у шпонок являются боковые узкие грани. В радиальном направлении предусмотрен зазор, В ответственных соединениях сопряжение дна паза с боковыми сторонами выполняют по радиусу для снижения концентрации напряжений. Материал шпонок - чистотянутая сталь 45 или сталь Ст6 с пределом прочности ув =590?750 МПа.
Если принять для упрощения, что напряжения в зоне контакта распределены равномерно, и плечо равнодействующей этих напряжений равно 0,5d (где d - диаметр вала), то средние контактные напряжения (напряжения смятия, вызывающие смятие рабочих граней)
где Т - вращающий момент; lр - рабочая длина шпонки; t2=0,4h - глубина врезания шпонки в ступицу; ![]() - допускаемое напряжение на смятие.
- допускаемое напряжение на смятие.
На практике сечение шпонки подбирают по ГОСТ 23360-78 в зависимости от диаметра вала, а длину l шпонки назначают на 5-10 мм меньше длины ступицы. Затем по формуле (1) оценивают прочность соединения на смятие или вычисляют предельный момент, соответствующий напряжению ![]() .
.
Рабочая длина шпонки lp=l-b может быть определена из очевидного соотношения.
 .
.
Проверку прочности шпонок на срез обычно не производят, так как это условие удовлетворяется при использовании стандартных сечений шпонок и рекомендуемых значений ![]() .
.
Если условие прочности не выполняется, то соединение образуют с помощью двух шпонок, установленных под углом 120 или 180°.
Соединения характеризуются существенно неравномерным распределением нагрузки и напряжений как по высоте сечения, так и по длине шпонки. Это вызывает упругопластическое смятие рабочих граней пазов и шпонки, закручивание ее, особенно при наличии зазора между валом и ступицей. Поэтому длину шпоночных соединений ограничивают (l≤1,5d), а посадку зубчатых колес, шкивов, полумуфт и других деталей на валы осуществляют с натягом (посадки Н7/р6; Н7/r6; H7/s7; H7/k6 и т. п.).