



Шлицевые соединения
Шлицевые соединения (в соответстивии с рисунком 10) условно можно рассматривать как многошпоночное, у которого шпонки выполнены как одно целое с валом. Шпоночные и зубчатые соединения служат для закрепления деталей на осях и валах. Такими деталями являются шкивы, зубчатые колеса, муфты, маховики, кулачки и т. д.
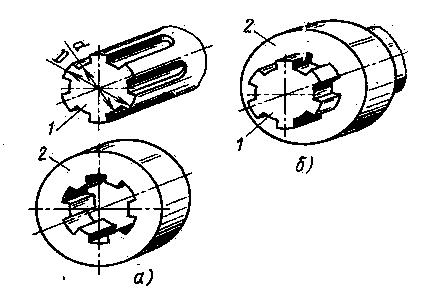
Рисунок 10 – Детали (а) и шлицевое соединение (б): 1- вал; 2 – втулка (ступица)
Соединения обеспечивают жесткое фиксирование деталей в окружном направлении и допускают их взаимные осевые перемещения (подвижные соединения).
По форме поперечного, сечения различают три типа соединений: прямобочные ГОСТ 1139-80; эвольвентные ГОСТ6033-80; треугольные (изготовляются по отраслевым стандартам).
Соединения с прямобочными зубьями распространены в машиностроении. В зависимости от числа зубьев (z=6?20) и их высоты ГОСТ 1139-80 предусматривает три серии соединений для валов с внешним диаметром от 14 до 125 мм.
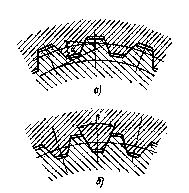
Рисунок 11 – Шлицевые соединения с эвольвентными (а) и треугольными (б) зубьями
При переходе от легкой к тяжелой серии при неизменном внутреннем диаметре зубьев увеличиваются их число, внешний диаметр и, как следствие, нагрузочная способность.
Центрирование, т. е. соосное положение соединяемых деталей, осуществляют: по внешнему (в соответстивии с рисунком 11, а) или внутреннему (в соответстивии с рисунком 11, б) диаметру зубьев, а также по боковым поверхностям зубьев.
Для первых двух типов центрирования соединения имеют минимальные зазоры по поверхностям диаметров D и d соответственно и ограниченный зазор по боковым сторонам. По нецентрирующему диаметру предусмотрен значительный зазор. При третьем типе центрирования минимальный зазор устанавливают по боковым сторонам зубьев и значительные зазоры по поверхностям диаметров D и d. Стандартом предусмотрены три формы исполнения зубьев вала и одна для впадин втулки.
Центрирование по внешнему диаметру зубьев технологически наиболее простое и экономичное, так как центрирующие поверхности допускают точную и производительную обработку. Такое центрирование применяют в основном для неподвижных соединений.
Рекомендуемые посадки по ширине b при центрировании по наружному диаметру: F8/f7, F8/f8, F8/js7 и др.
Центрирующие поверхности вала шлифуют, обеспечивая наиболее высокую точность центрирования. Такое центрирование используют обычно в подвижных соединениях: Рекомендуют следующие посадки по центрирующему диаметру d: H7/f7, H7/g6, Н7/ js7 и др.
Центрирование по боковым сторонам зубьев применяют сравнительно редко, лишь в соединениях, подверженных реверсивным динамическим нагрузкам. Оно не обеспечивает соосности вала и ступицы, хотя имеет высокую нагрузочную способность. Рекомендуемые посадки по ширине b: F8/js7, D9/e8. D9/f8 и др.
Соединения с эвольвентными шлицами более технологичны, чем прямобочные шлицевые соединения. Для обработки валов с эвольвентными шлицами требуется меньший комплект более простого инструмента и используется совершенная технология зубообработки.
Соединения имеют более высокую точность и прочность благодаря большей площади контакта, большему числу зубьев и скруглению впадин, снижающему концентрацию напряжений. В cвязи с этим области применения соединений непрерывно расширяются. Их центрирование выполняют обычно по боковым поверхностям зубьев. Рекомендуемые посадки: 7H/7h, 7Н/9r, 7Н/8р - для неподвижных соединений и 9H/9f, 9H/9g, 11H/l0d - для подвижных соединений.